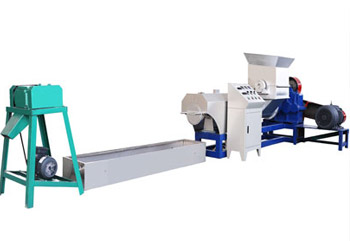
Вспенивающая машина EPE (машина для вспенивания полиэтилена) Отопление

a. Включите главный выключатель питания шкафа, включите ответвляющий выключатель питания, проверьте, нормально ли работает контроллер температуры в каждой зоне, как только обнаружите ненормальное явление, немедленно устраните его. Настройка данных контроллера температуры на требуемую температуру, начальная настройка температуры может ссылаться на следующий файл:
zone | Monostearin pot | Monostearin pump and pipeline | The 1st zone of barrel(beginning from the hopper) | 2nd zone of barrel | 3d zone of barrel | 4th zone of barrel | 5thzone of barrel | 6th zone of barrel | 7th zone of barrel | 8th zone of barrel | Screen changer | Machine head |
Temperature C° | 90-100 | 90 | 100 |
180 | 180 | 170 | 170 | 170 | 170 | 170 | 180 | 180 |
b.Включив выключатель нагрева каждой зоны, проверив, что значение амперметра каждой зоны соответствует норме, если значение тока меньше номинального значения, это означает, что этот нагреватель может быть поврежден в этой зоне, и его следует немедленно заменить.
c. Когда температура каждой зоны достигает заданных данных, изолируйте примерно на полчаса, чтобы температура снаружи шнека и внутри была одинаковой, чтобы обеспечить полное расплавление сырья бочки.
d.Проверяем, достаточно ли моностеарина.
Готов к запуску машины для вспенивания EPE (машина для вспенивания полиэтилена)
a. После предварительного нагрева откройте каждый клапан баллона с азотом, баллона с бутаном, бака с пониженным давлением и одностороннего клапана один за другим, регулируя значение давления манометра азота до 1,3-1,4 МПа, проверяя, нет ли утечки, один есть утечка, принятие мер по ее устранению немедленно. Проверка потока бутанового насоса, если бутановый насос с частотным регулированием, затем проверка того, находится ли ручка PM в положении низкой частоты, если это не частотное регулирование, затем проверка того, находится ли регулирующий клапан потока в положении низкого потока. ( обычно это 16%)
b.Проверить, находится ли регулирующий клапан подачи моностеарина в положение низкого расхода, обычно тиканье происходит в положении 6.
c. Включите переключатель водяного насоса, проверьте, нормально ли работает водяной насос.
d. Покрытие бумажной трубки на прокатной машине двумя роликами и затягивание.

Запуск машины для вспенивания EPE (машина для вспенивания полиэтилена)
a.Установка температуры охлаждения.
Измените 1-й, 6-й, 7-й, 8-й экранный чейнджер и отрегулируйте температуру головки машины до температуры охлаждения. Как правило, первая зона составляет 130°C, а 6-я, 7-я, 8-я зоны устанавливаются фактическими данными при проведении испытаний.
b.Главный двигатель смотрит
Нажмите кнопку запуска основного двигателя, когда преобразование частоты показывает стабильное значение, регулируя ручку FM на 8 Гц, в это время двигатель запущен.
Примечание: не запускайте машину, когда температура недостаточна, иначе может возникнуть опасность откручивания винта.
c.Запуск насоса бутана и моностеарина.
Нажмите кнопку запуска насоса бутана и моностеарина, посмотрите, нормально ли давление бутана и моностеарина, если есть ненормальное состояние, примите меры для немедленного устранения, подробные действия см. в таблице анализа отказов.
Запуск системы охлаждения машины для вспенивания EPE (машины для вспенивания полиэтилена).
a.1 Часть охлаждения ствола
Откройте водяной клапан 6-й, 7-й, 8-й зон, отрегулируйте значение потока каждого водяного клапана, охлаждение для этих трех зон, обратите внимание, что поток воды должен быть правильным, если поток меньше, тогда охлаждение будет медленнее, тогда необходимо много времени на охлаждение, так что можно тратить больше материала; если охота больше, то скорость охлаждения намного выше, из-за того, что термопаре требуется некоторое время отклика во время процесса датчика, если поток воды слишком велик, легко вызвать жесткий материал, экструдированный лист пены будет пузыриться , это будет серьезно пробитое отверстие, даже растрескивающаяся полоса по одной нити, поэтому следует проверять температуру каждой зоны во время охлаждения, регулируя соответствующий поток воды.

b. Экранный теплообменник и головка машины.
Выключение ручки нагрева головки машины и сетчатого теплообменника, чтобы он прекратил нагрев, погружение в воду кусочками ткани или заливка небольшим количеством воды по водопроводу, для охлаждения сетчатого теплообменника и головки машины, это должно быть прерывистым охлаждения путем заливки, чтобы избежать быстрого охлаждения, чтобы привести к жесткому материалу на ситовом теплообменнике и в положении головной части машины. Примечание: перед заливкой на головку машины и сетчатый теплообменник убедитесь, что мощность нагрева отключена во избежание поражения электрическим током.
Работа в процессе охлаждения.
Регулировка зазора штампа.
Поверните головку машины, чтобы отрегулировать гайку, сделайте зазор внутри и снаружи матрицы 0,1-0,2 мм. Соответствующее уменьшение зазора матрицы может уменьшить количество отходов. Проверка толщины экструдированного материала вокруг штампа, регулировка внутреннего положения штампа, чтобы сделать его равномерным с помощью домкрата. Если на экструдированном листе наблюдается растрескивание, показывающее, что в зазоре матрицы есть грязные предметы, следует ослабить регулировочную гайку и затянуть ее, чтобы грязные предметы вышли наружу.
Примечание: Зазор формы для вспенивающей машины EPE (машины для вспенивания полиэтилена) должен быть отрегулирован подходящим образом, меньший, чем легко растрескивается листом, а больший - со спущенным голосом.
Контроль двигателя машины ГЦ, температуры, бутана и моностеарина.
Когда температура любой зоны в 6-й, 7-й, 8-й зоне охлаждения снижается до заданной температуры, следует отрегулировать частоту двигателя машины до нормальной частоты производственного запроса в соответствии с толщиной листа, а затем увеличить поток бутана и моностеарина до подходящего значения (каждый значение должно относиться к значению при тестировании работающей машины) Здесь следует отметить, что, если поток бутана больше, головка машины будет легко иметь воздушный поток; если поток меньше, пенообразование будет не таким хорошим, что приведет к повышению давления в стволе.
If the monostearin flow is much larger, it is also easy to has airblast in machine head; less, the material will easy to stick on the surface of mould, then the sheet extruded will be easy to shrink. The way to check if there is monostearin is: to make the foam sheet soak in water for a while, checking if there is white foam bubble, if it is, showing there is monostearin.
Наблюдение за материалом, экструдируемым из головки машины, оценка уровня охлаждения, когда края не склеиваются друг с другом между листом пенопласта, регулировка зазора головки в соответствии с толщиной листа и регулировка винтового домкрата через внутреннюю головку, чтобы экструдированный лист толщина равномерная. Очистка материалов прилипает к матрице. Если край листа слипся, проверьте, не упала ли температура теплообменника и головки машины до заданной температуры, если температура выше, непрерывное охлаждение, если она была достигнута, то это может быть температура снаружи и внутри формы выше, протирая форму влажной тряпкой, пока края снова не сцепятся друг с другом.
Запуск вентилятора калибровочного барабана, кольцевого вентилятора и режущего вентилятора.
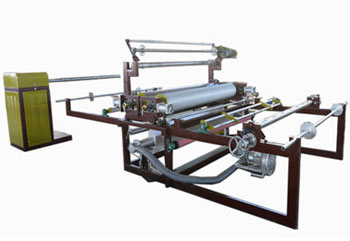
Запуск тягово-прокатной машины и регулировка их скорости.
Отделите трубчатый вспененный лист от головки машины, перемещая калибровочный барабан, чтобы выровнять головку машины, чтобы вспененный лист покрыл калибровочный барабан, потянув и оторвав дефектный материал сверху, через сплющенную раму к тяговой машине, наконец к прокатной машине, быстро прокатывая ее по бумажной трубе ролика, регулируя скорость тяги и скорость прокатки, чтобы она соответствовала скорости экструзии листа пенопласта.
После листа, покрывающего калибровочный цилиндр, переместите лопасть к передней части калибровочного цилиндра, не допускайте, чтобы ветер от лопасти дул на головку машины.
Убедитесь, что температура головки машины не выше установленной температуры, включите теплообменник экрана и выключатель обогрева головки машины.
Проверка толщины листа пенопласта, если она близка к требованиям, регулировка скорости тяги, чтобы лист соответствовал требованиям; если это далеко от требований, то сначала отрегулируйте зазор матрицы, затем отрегулируйте скорость тяги, пока не будет достигнута требуемая толщина.
В соответствии с запросом на качество, проверяя размер пузырьков листа, высоту гофра, ширину и усадку, чтобы убедиться, что поток талька, бутана, моностеарина и температуры в порядке.
Когда он находится в середине прокатки, поглаживая рулон вручную вдоль оси, он должен быть везде однородным. В противном случае, если чувствуется ослабление, это означает, что лист здесь тонкий, если ощущается натяжение, значит, лист толстый, поэтому следует немного отрегулировать внутренний домкратный винт матрицы, чтобы устранить это явление.
Если это первый запуск машины, необходимо отрегулировать высоту и положение выравнивающей рамы, а также положение тягового и прокатного станка, чтобы обеспечить плавность и аккуратность прокатки.
когда пенопластовый лист достигает заданной длины, машина автоматически переворачивается, чтобы изменить положение, и одновременно посылает сигнал тревоги, чтобы напомнить оператору обрезать пенопластовый лист и прокатывать его на другом ролике, введите следующий валковый прокатный рабочий тираж.
Примечание: во время производства вы должны часто проверять состояние потребления азота, бутана и моностеарина и наличие утечек.